Service des plaintes servis@hotair.cz







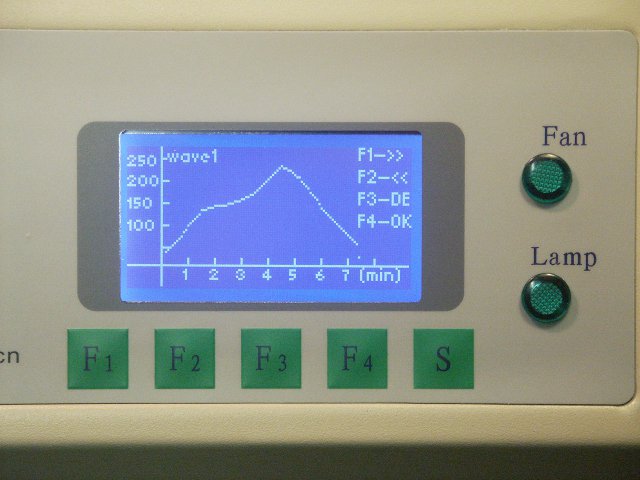


l'ensemble du processus de refonte par rayonnement iR est contrôlé et réglé numériquement en fonction de la courbe de travail sélectionnée, affichée sur un écran LCD entièrement graphique. Le rayonnement IR est utilisé pour chauffer et refondre l'alliage de soudure afin de former les joints de soudure. En appliquant la pâte à braser et les composants sur le PCB, les joints de soudure se forment en chauffant l'assemblage grâce à l'énergie thermique du rayonnement incident sur le point de soudure et son environnement. La température doit atteindre le point de fusion du mélange de soudure.
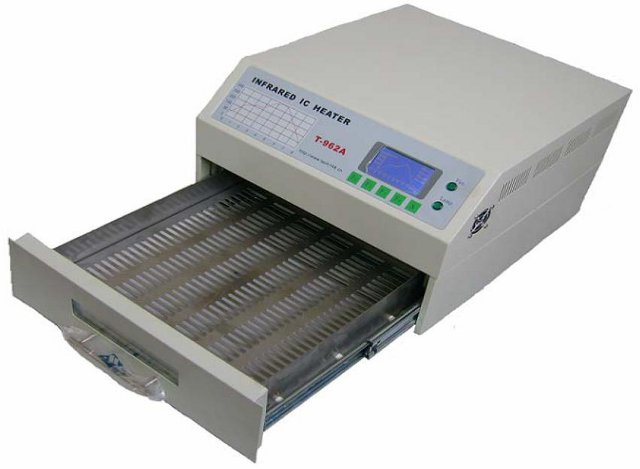
La technologie de brasage au four est généralement applicable au brasage des composants SMT et SMD. Un dispositif approprié pour ce type de brasage est ce que l'on appelle le four continu ou le four tunnel. Ces fours sont équipés de plusieurs bandes de température à travers lesquelles le PCB est transporté par un plateau à bande. La vitesse de déplacement de la carte dans les différentes zones de température détermine la durée du séjour de la carte dans les zones de température et garantit le déroulement de la température nécessaire au processus de soudage, y compris le refroidissement ultérieur prescrit à la fin du processus, qui est assuré par des ventilateurs. Ces fours sont toutefois très grands, inutilement robustes et peuvent être plus compliqués à exploiter ; ils sont, bien entendu, mieux adaptés aux grandes quantités de PCB. Le T-962A n'est pas un four continu et il n'y a donc pas de mouvement de la plaque à l'intérieur du four ; la nécessité de chauffer plusieurs zones et la nécessité de manipuler la plaque par convoyeur sont éliminées. Le respect précis du timing et de la température est assuré par les radiateurs iR - des cellules à quartz et des ventilateurs au-dessus du PCB, ainsi que des capteurs de température et une unité de contrôle du processeur. Ainsi, l'enveloppe de température est maintenue pendant toute la durée du processus de soudage, y compris le post-refroidissement, sans que la carte ne bouge.
En fonction de l'alliage de soudure utilisé, vous définissez la courbe de soudure et le système de processeur contrôle automatiquement l'ensemble du processus. Il utilise le rayonnement IR pour le chauffage ou une combinaison avec un flux d'air chaud. Des ventilateurs sont utilisés pour mettre en œuvre la phase de refroidissement.
En fonction de l'alliage de soudure utilisé, vous définissez la courbe de soudure et le système de processeur contrôle automatiquement l'ensemble du processus. Vous pouvez choisir parmi 8 courbes de température définies, et vous pouvez modifier la température des courbes 7 et 8 de 0 à 280°C à chaque point de temps 0-8 min. Il utilise le rayonnement IR pour le chauffage ou une combinaison avec un flux d'air chaud. Des ventilateurs sont utilisés pour mettre en œuvre la phase de refroidissement.
Four de fusion sans plomb IR avec visière
| Four à souder | |
|---|---|
| Chauffage | IR |
| Phase de la courbe de température | préchauffage, chauffage, brasage, conservation de la chaleur, refroidissement |
| Préchauffage | 0-280°C peut être réglé à chaque point de temps 0-8min (courbe 7 et 8) |
| Chauffage | 0-280°C peut être réglé à chaque point de temps 0-8min (courbe 7 et 8) |
| Soudure | 0-280°C peut être réglé à chaque point de temps 0-8min (courbe 7 et 8) |
| Conservation thermique | 0-280°C peut être réglé à chaque point de temps 0-8min (courbe 7 et 8) |
| Taille de l'éclosion | 160 x 30 mm |
| Zone de soudure (largeur-profondeur-hauteur) [mm] | 320-300-48 mm |
| Dimensions (Largeur - Hauteur - Profondeur) [mm] | 430-260-370 mm |
| Tension d'alimentation | 230V/50Hz |
| Poids de l'emballage [kg]: | 14.3 kg |






















































































































































































